Industrial Machine Vision Lighting for Precision Imaging & Automation
Industrial machine vision lighting plays a crucial role in enabling high-quality image capture for automated inspection, measurement, robotics, and quality control systems. In machine vision applications, lighting is not just an accessory — it is a fundamental component that directly influences image clarity, contrast, repeatability, and overall system performance.
Unlike general lighting, machine vision lighting is engineered to provide controlled, uniform illumination optimized for the specific needs of imaging systems. These lights help eliminate shadows, reduce glare, and enhance contrast so that cameras can reliably detect defects, measure features, and perform accurate visual analysis even under challenging industrial conditions.
At FJW Optical, we offer a wide range of industrial machine vision lighting solutions, including ring lights, bar lights, backlights, dome lights, and area lights. Our lighting products are designed to work seamlessly with industrial cameras and lenses, delivering consistent, high-intensity illumination for demanding vision applications across manufacturing, automation, medical imaging, and scientific research.
What Is Machine Vision Lighting?
Machine vision lighting refers to specialized illumination designed specifically for vision systems and automated imaging applications. These lighting sources are engineered to evenly illuminate a target area so that vision sensors and cameras can capture the highest possible image quality.
Good lighting is essential because even the most advanced camera and lens combination will struggle to deliver accurate results under poor or inconsistent illumination. Machine vision lights help ensure reliable imaging, repeatable inspection results, and reduced false negatives or positives in automated systems.
Lighting works in conjunction with industrial cameras, precision lenses, and optical filters to create the contrast required for accurate inspection and measurement.
Why Lighting Matters in Machine Vision Systems
Machine vision systems rely on consistent, uniform light to capture predictable images — and machine vision lighting delivers exactly that. Here's why machine vision lighting is so critical:
Enhanced Image Contrast & Clarity
Proper lighting enhances contrast between the object and background, making edges and features more visible and easier to analyze.
Eliminates Shadows & Hot Spots
Controlled illumination minimizes uneven light distribution, shadows, or overexposed areas that can impede image analysis.
Enables Precise Inspection & Measurement
Uniform lighting improves the accuracy of dimensional comparisons, defect detection, and automated analysis.
Improves System Stability
Industrial lighting maintains consistent performance, even in variable ambient conditions, reducing the need for repeated calibration.
Types of Industrial Machine Vision Lights
Different applications require specific types of lighting. Below are common categories used in machine vision and industrial imaging:
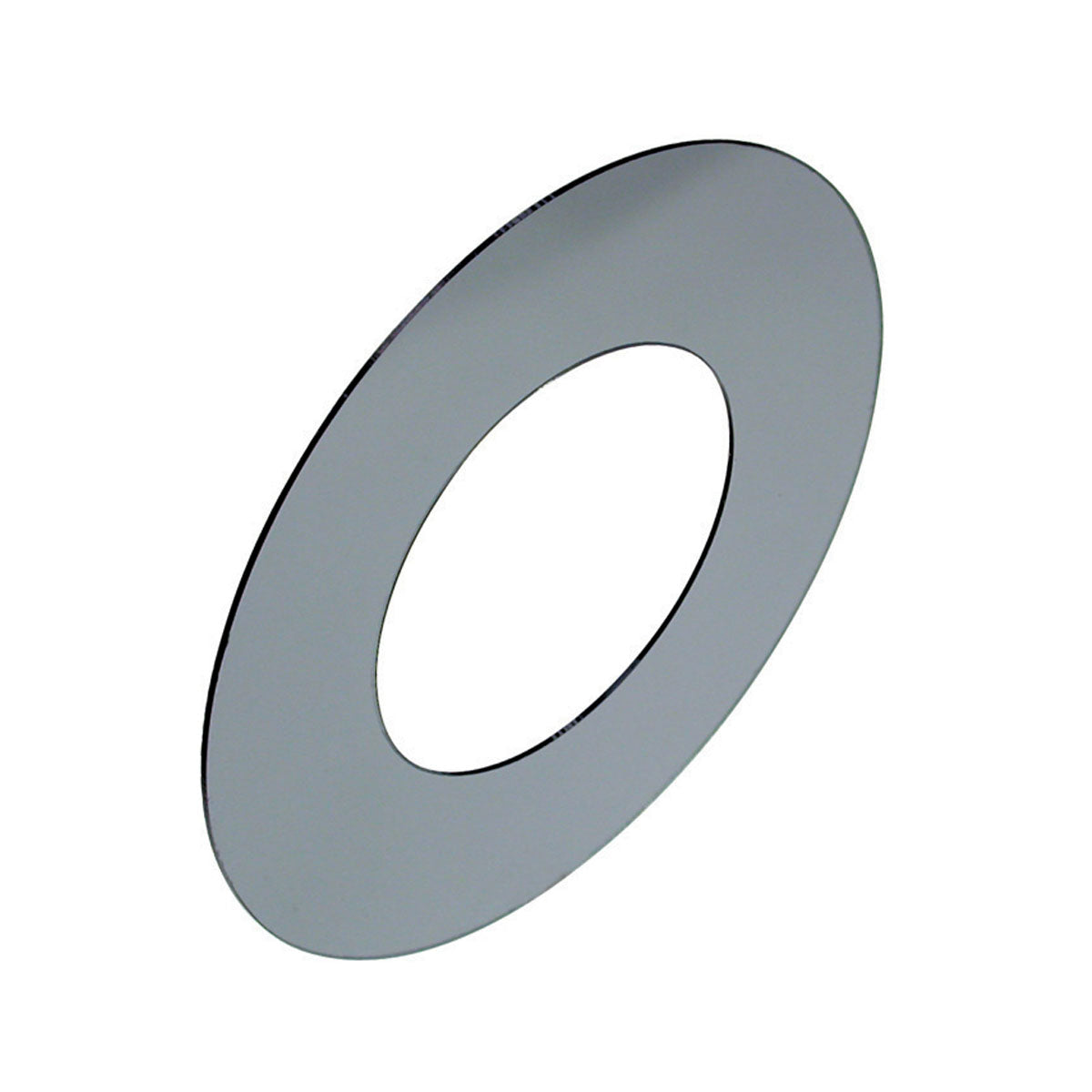
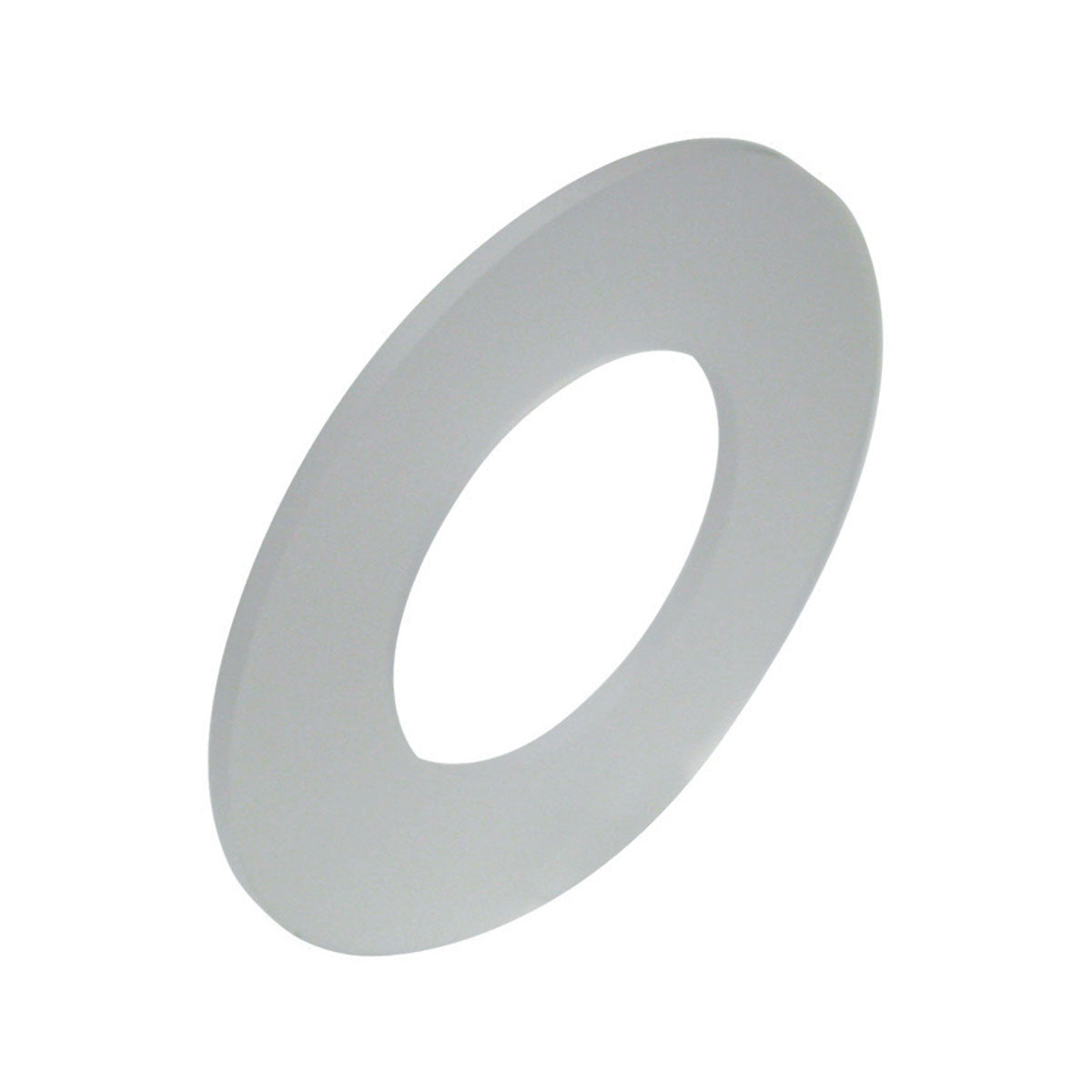
Ring Lights
Ring lights surround the camera lens to provide even illumination, ideal for inspecting round objects or features with minimal shadows.
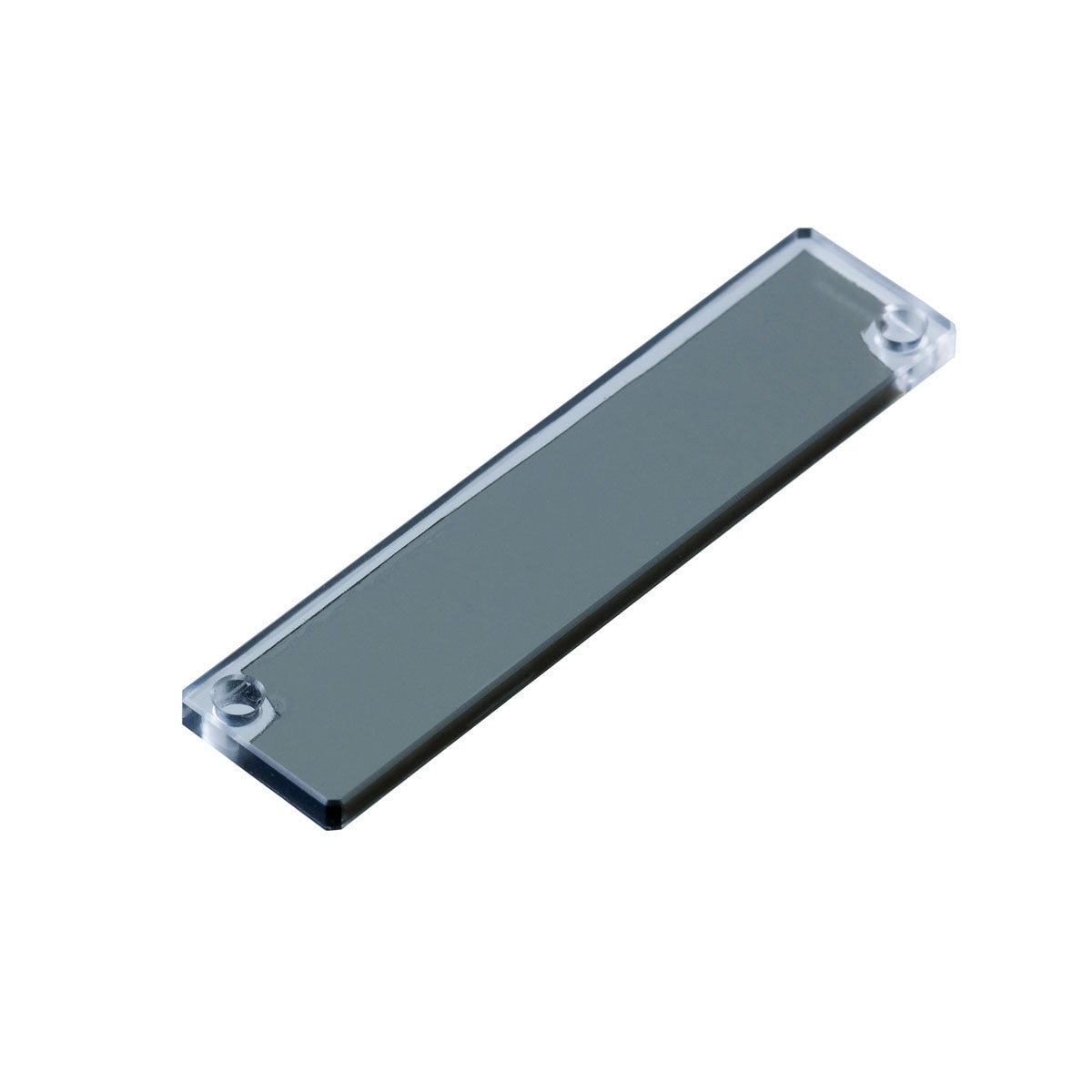
Bar Lights
Bar lights offer directional lighting and are suitable for line scanning or highlighting features in a specific orientation.
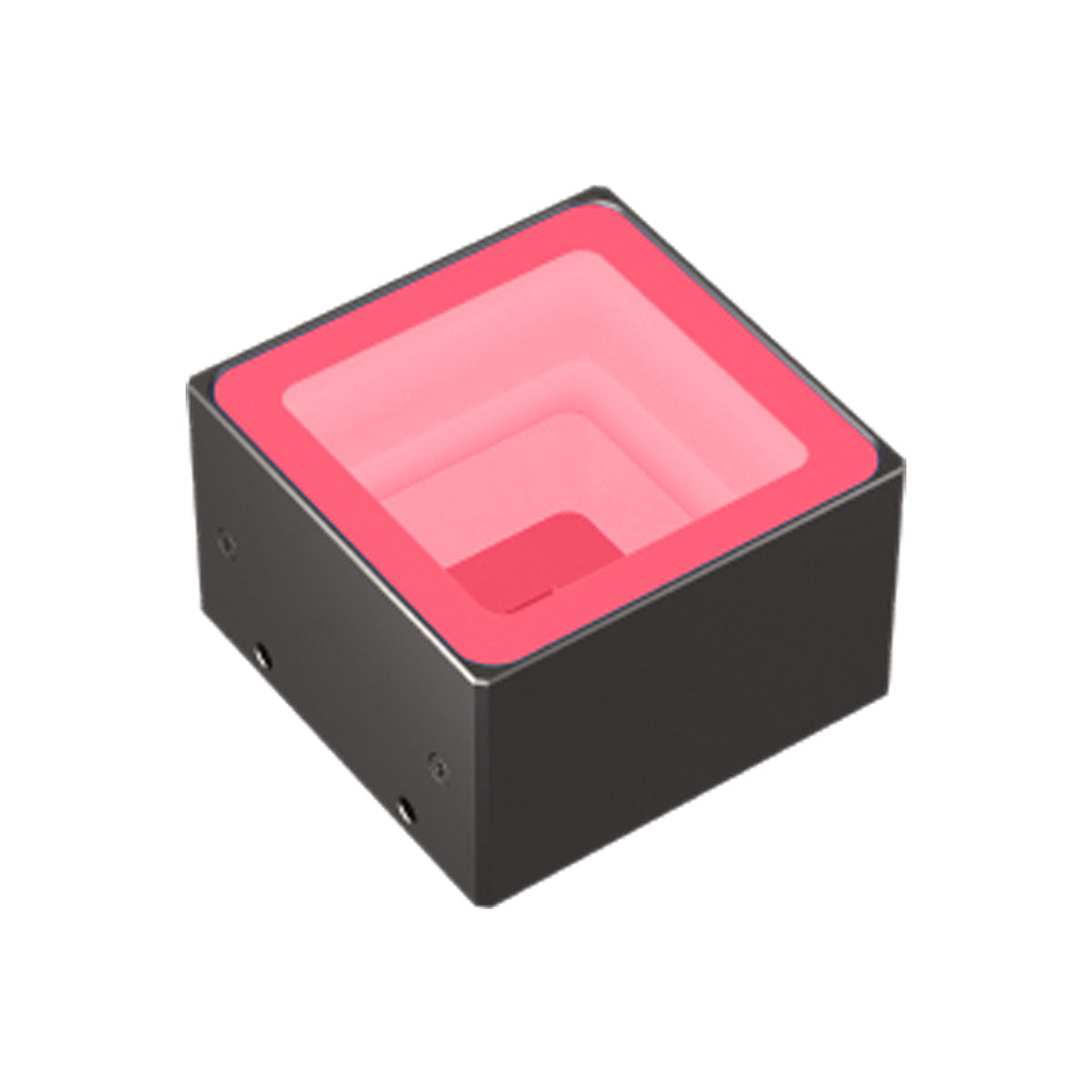
Dome Lights
Dome lights create soft, shadow-free illumination that reduces specular reflection on shiny or reflective surfaces.
Backlights
Backlights place the light source behind the object to produce a silhouette image, making it easier to measure shape, size, and position.
Area Lights
Area lights provide broad illumination over large or irregular surfaces, ideal for general inspection or high-throughput systems.
Choosing the Right Light for Your Application
Selecting the ideal lighting solution involves understanding your system requirements and inspection goals. Consider the following factors:
- Target Surface Type – Shiny, matte, textured, or transparent
- Inspection Distance – Working distance between camera and object
- Field of View – Area to be illuminated
- Camera Sensor Sensitivity – Influences required light intensity
- Environment – Ambient light, dust, vibration, temperature
- Application Speed – Static or high-speed production lines
At FJW Optical, we help customers choose lighting that matches their exact inspection needs to deliver optimal results.
Real-World Applications of Machine Vision Lighting
Industrial machine vision lighting is essential across many sectors, including:
- Manufacturing & Assembly – Detecting flaws, missing parts, and alignment errors
- Automotive Inspection – Surface defect detection, label verification, and measurement
- Electronics & PCB Inspection – Spot inspection, alignment, quality checks
- Packaging & Barcode Verification – Ensuring correct labels, codes, and print quality
- Medical & Scientific Imaging – Consistent illumination for research and analysis
- Robotics Vision – Visual guidance for automated systems
By enhancing illumination quality, these lighting systems help improve automation accuracy and reduce downtime.
Benefits of High-Quality Vision Lighting
Quality machine vision lighting offers a number of performance advantages:
Optimal Illumination
Precision lighting results in clearer images that improve feature detection and minimize errors. In high-output lighting systems, Neutral Density Filters help regulate exposure without reducing illumination stability.
Reduced Setup Time
With consistent lighting, camera calibration is easier and requires less frequent adjustment.
Increased Throughput
Improved lighting supports faster inspection cycles, increasing productivity.
Better Image Consistency
Uniform illumination delivers reliable image capture across different batches and conditions.
Industrial Vision Lighting and Performance Integration
Machine vision lighting must work in harmony with the camera and lens chosen for the system. Factors to consider include:
- Wavelength Compatibility – Some lights use specific wavelengths (IR, UV) to enhance contrast for particular inspections.
- Lighting Control – Adjustable intensity and strobing help synchronize with camera exposure.
- Durability – Industrial lights are built for long life, often rated for dust, vibration, and temperature extremes.
- Mounting & Positioning – Flexibility in mounting helps achieve ideal illumination angles.
FJW Optical offers lighting solutions that integrate seamlessly with vision hardware and software for reliable automation results.
Industrial Imaging Lighting Components for Automated Vision Systems
Industrial imaging lighting components are critical to building reliable vision inspection systems. From precision machine vision illuminators to high-intensity LED lighting modules, each lighting component plays a role in delivering repeatable inspection accuracy.
Our industrial lighting solutions support:
- Vision system lighting for factory automation
- Inspection lighting for machine vision systems
- Automated inspection lighting for production lines
- Industrial imaging lighting components for high-speed environments
- High-performance machine vision lighting for precision measurement
Whether you are designing a new vision system or upgrading existing hardware, selecting the correct lighting component ensures optimal image contrast, defect detection accuracy, and system repeatability.
High-Performance Machine Vision Lighting for Precision Inspection
High-performance machine vision lighting is engineered to provide consistent illumination across high-speed and precision inspection environments. Precision machine vision illuminators reduce variability in image capture and improve feature detection in applications such as:
- Surface defect inspection
- Dimensional measurement
- Automated optical inspection (AOI)
- Robotic guidance systems
- Industrial quality control
By optimizing wavelength selection, light intensity, and positioning, industrial lighting systems significantly improve inspection reliability and reduce false rejects.
Wavelength-Specific Lighting Solutions (UV, IR & Visible)
Different inspection applications require specific light wavelengths to enhance contrast and reveal hidden features. Machine vision lighting is available in:
- Infrared (IR) lighting for contrast enhancement and glare reduction
- Ultraviolet (UV) lighting for surface inspection and fluorescence detection
- Visible spectrum LED lighting for general inspection applications
Selecting the correct wavelength dramatically improves image clarity when paired with the appropriate industrial camera and optical filter system.
Lighting & Optical System Integration
Effective lighting must be matched with the appropriate lens focal length, camera sensitivity, and filter selection to eliminate glare and improve edge detection. Stable mounting accessories further enhance system reliability in automated environments.
Why Choose FJW Optical for Machine Vision Lighting?
With years of expertise in industrial imaging, FJW Optical provides trusted vision lighting solutions that help businesses enhance inspection accuracy and operational efficiency.
When you choose FJW Optical:
- You get access to high-performance machine vision lighting products
- Solutions designed for demanding industrial environments
- Strong technical support and application guidance
- Proven reliability and compatibility with industry-standard vision systems
We are dedicated to helping you achieve optimal imaging performance and long-term system reliability.
Recent Article: Lighting vs Filters in Machine Vision: How to Optimize Image Quality for Industrial Inspection (2026 Guide)
Our machine vision lighting solutions are built around advanced LED technologies from manufacturers specializing in industrial illumination. Lighting systems from CCS America provide uniform, stable illumination that improves contrast and repeatability in inspection, measurement, and automated vision applications.














































































 Lighting
Lighting